Den pulverbettbasierten Verfahren stehen die Auftragverfahren gegenüber. Diese ermöglichen dem Anwender hohe Auftragsraten von bis zu 600 cm³ pro Stunde sowie die Bearbeitung auf vorgefertigten 3D Grundstrukturen. Dem gegenüber steht ihre limitierte Prozessgenauigkeiten die die Verfahren für die Herstellung von endkonturnahen Rohlingen oder die Lokale Verstärkungen von bestehenden Bauteilen prädestiniert. In Kombination mit einem nachgelagerten Fräsprozess ergeben sich so wirtschaftliche Anwendungen.
Direktauftragverfahren
Exakte Bauteilgeometrien vs. Prozessgeschwindigkeit
Laserauftragschweißen - Pulver da, wo es benötigt wird
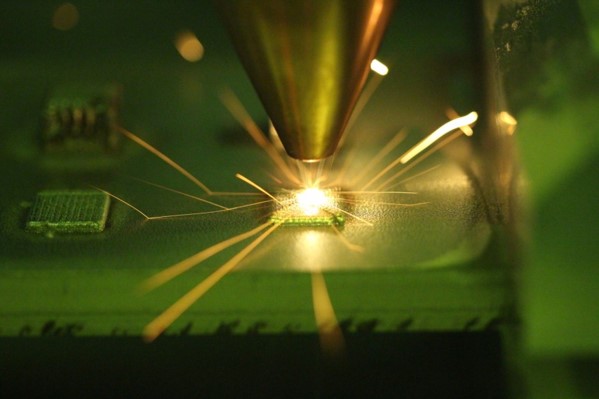
Beim Laserauftragschweißen werden konturnahe Bauteile produziert. Durch die Erzeugung von Schweißspuren auf der Oberfläche und der gezielten Ablage können dreidimensionale Bauteile erzeugt werden.
Ein geführter Laserstrahl erzeugt dabei auf der Bauteiloberfläche ein Schmelzbad. In dieses wird Zusatzmaterial in Form von Draht oder Pulver injiziert. Bei der Erstarrung bildet sich eine Schweißspur.
Vorteile:
- Hohe Auftragsraten von bis zu 500 cm³ pro Stunde
- Herstellung von Großstrukturen möglich
- Gute Bauteileigenschaften
- Aufbau auf 3D Grundkörpern möglich
Limitierungen:
- Bauteilabhängige Endkonturbearbeitung erforderlich
- Aufbaugeometrien auf 2,5 Dimensionen beschränkt
Eignung:
- Erzeugung von konturnahen Strukturen mit geringer Taktzeit
- Ersatz von Fräsbauteilen mit hohem Zerspannungsvolumen
- Reparatur und lokale Verstärkung bestehenden Bauteile
- Branchen: Luftfahrt, Schiffbau, Reparturtätigkeiten
Lichtbogenauftragschweißen - Bauteile aus Draht
Das Lichtbogenauftragschweißen (WIRE + ARC ADDITIVE MANUFACTURING (WAAM)) erfolgt wie das konventionale Lichtbogenschweißen mittels elektronischem Lichtbogen. Durch Tröpfchenbildung entsteht eine Schweißspur auf der Oberfläche der Grundkontur. Durch das Auftragen dieser Schweißspuren auf einem Rohling erfolgt durch deren Überlappung der schichtweise Aufbau eines neuen Bauteils. Genutzt wird seit Jahrzehnten erprobtes und günstiges Schweißequipment. Da weder Laser noch Pulver genutzt werden sind auch die Sicherheitsanforderungen verhältnismäßig einfach einzuhalten.
Vorteile:
- Sehr hohe Auftragsraten von bis zu 600 cm³ pro Stunde
- Herstellung von Großstrukturen
- Sehr preiswerte Anlagentechnik
- Große Auswahl und günstige Preise für Auftragsmaterialie
Limitierungen:
- Bauteilabhängige Endkonturbearbeitung erforderlich
- Aufbaugeometrien auf 2,5 Dimensionen beschränkt
- Hohe Wärmeeinbringung
- Eignung: Erzeugung von (Groß-)Strukturen mit geringer Taktzeit
- Branchen: Luftfahrt, Schiffbau, Reparaturtätigkeiten
Reiternavigation
Trumpf TruLaser Robot 5020
Trumpf TruLaser Robot 5020

Anwendungen:
- Laserauftragschweißen
- Laserschweißen
- Laserschneiden
- Laser-Remote- Schneiden und Schweißen
Spezifikationen:
- Knickarmroboter in Präzisionsausführung
- 2-Achspositionierer
- Max. Laserleistung 6.000 W
- Dual-Pulverförderer für die parallele Bearbeitung mit 2 Werkstoffen
Fronius CMT (robotergestützt)
Fronius CMT (robotergestützt)

Anwendung:
- Lichtbogenauftragschweißen
Spezifikationen
- Stromquelle Fronius CMT
- Fanuc M-710iC
- Programmierung und Bahnplanung:
- FANUC RoboGuide
- Cenit FastSuite
CLOOS Portal
Fronius CMT (robotergestützt)
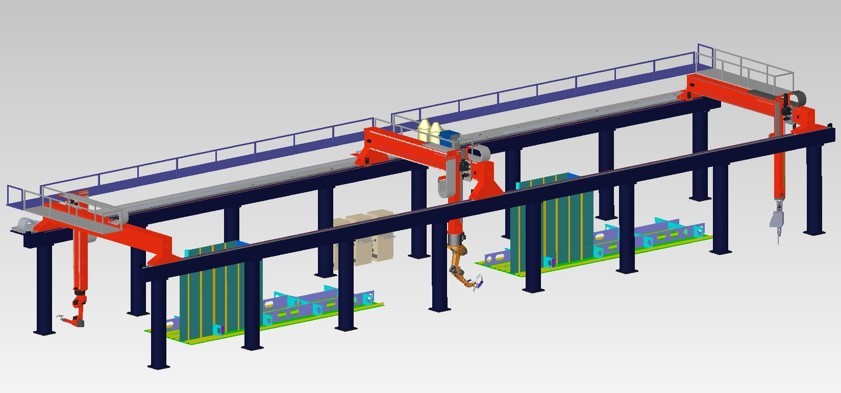
Anwendungen:
- Lichbogenauftragschweißen
- Laser-MSG-Hybrid-Schweißen
- Beton Additiv
Ausstattung:
- 3 unabhängige Manipulatoren
- Arbeitsbereich: 30 m x 3 m x 3 m
- 2 parallele Arbeitsbereiche
Hersteller
- Carl Cloos Schweißtechnik GmbH